All Publications /
Publications:
P2.2 Case Study (Oxford)
23 / 02 / 24
Field Assisted Sintering Technique (FAST) for the fabrication of ultra-thick tungsten armour coatings of irradiation resistant fusion components
Investigators: Dr Enzo Liotti (Oxford)
Researchers: Dr Yun Deng (Oxford)
Collaborators: University of Manchester
Tungsten coatings on reduced activation ferritic steel have been selected as plasma-facing components for future fusion reactors. However, manufacturing millimetre-thick tungsten coatings on structural metals is an unresolved challenge. Direct bonding of bulk tungsten to steel substrates is an impractical approach due to the significant difference in the melting points of the two materials.
In this project, we investigated the fabrication of millimetre-scale tungsten coatings on various iron-based alloy substrates by direct sintering of tungsten powder onto the substrate using Field Assisted Sintering Technology (FAST). By carefully adjusting the FAST parameters and using nano-size powder, we reduced the processing temperature below the substrate melting point while maintaining a high tungsten coating density, shortened the processing time, and limited the formation of brittle intermetallic compounds. We showed how the substrate surface topography affects the propagation of cracks in the tungsten coating, and how this can be manipulated to promote the formation of stress-releasing vertical cracks instead of delaminating horizontal cracks. Most significantly, we revealed the importance of the martensitic transformation within the substrate during manufacturing to promote vertical cracking, both with and without surface sculpturing as shown in Figure 1(Representative images of the top surface (photos) and cross-section (secondary electron images) of W coatings on (a) 416 martensitic steel and (b) 316 austenitic steel substrates with plain and sculptured patterns. Cracks within the tungsten are marked with dashed lines in the cross-section image. FEM models show the cracking behaviour of each case.).
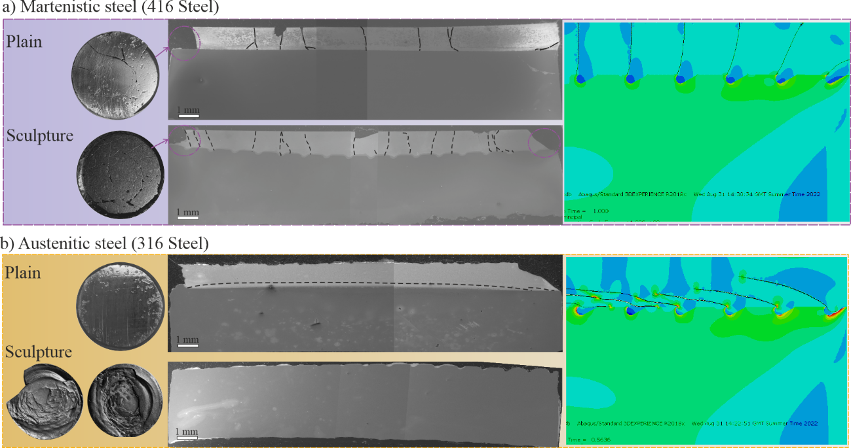
In martensitic steel substrates, the coatings remained following FAST, sectioning and polishing. A network of segmentation cracks were observed in the cross-section for both plain and sculptured substrates. On the contrary, despite identical processing conditions for austenitic steel substrates, half the coatings on plain surfaces and all coatings on sculptured surfaces failed to remain bonded. These samples lacked significant vertical cracking, instead exhibiting prominent horizontal cracks, enhancing the risk of delamination. FEM models attributed this differential cracking behaviour to the volume expansion caused by the austenite-to-martensite phase transformation during cooling.
Overall, the work at Oxford has shed light on the challenges of thick tungsten coatings and provides insight into the potential for surface patterns to control vertically segmentation cracks, offering opportunities for further optimisation of the coating process.
More:
Publications
-
-
X1 Case Study B (UCL)
Impact of powder oxidation during additive manufacturing
Investigators: Prof Peter Lee
Researchers: Prof Chu...